- Рачен декојлер
- Uncoiler: пасивно одмотување, рачно затегнување
- Носивост на uncoiller: 5T
- Внатрешен дијаметар на машината за одмотување: φ508mm
- Опсег на тркалање: φ460-530mm
- Ширина на тркалање: ≤500
-
|
 |
 |
- Систем за хранење
- 1. Водено хранење: Кога влезот на главната машина за напојување од типот на страничен валјак е обезбеден со леви и десни водилки, двете страни на плочата за суровина влегуваат во главната машина откако ќе се водат од лево и од десно, така што плочата за суровина и системот за формирање на ролна ја одржуваат правилната положба. Позицијата на водичот може да се прилагоди со механизмот за рачна завртка, а левата и десната страна се независно прилагодливи. Водечката ролна се гаси.
-
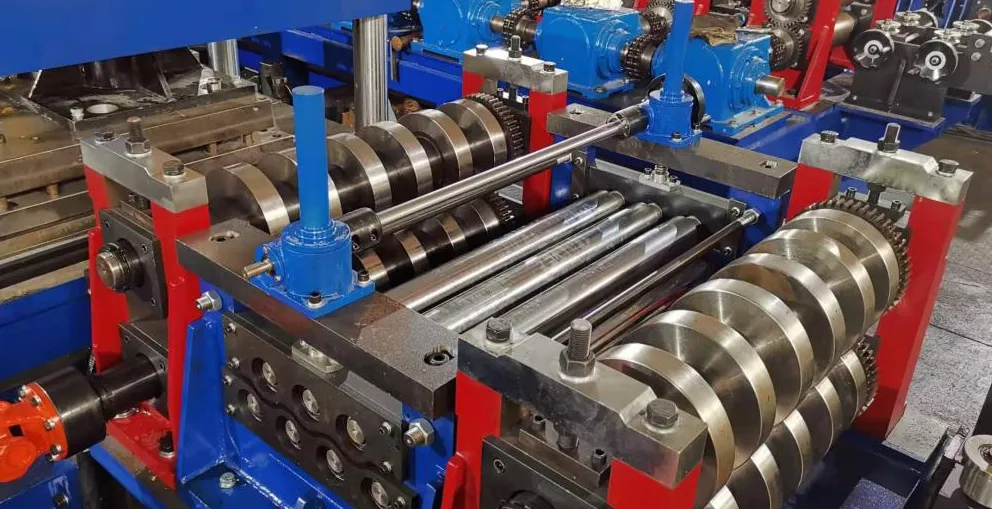
- Структура на механизмот за израмнување: штипкање на предни и задни двојни ролки, израмнување на седум ролери
- Дијаметар на вратило за израмнување: Φ80 (Харбин лежиште)
4. Материјал на вратило за израмнување: 40Cr изгаснат и калено (HB220-260)
5. Метод на површинска обработка на оската за израмнување: супер-завршување по високофреквентно гаснење, третман со тврдо хромирање
6. Начин на прилагодување на јазот помеѓу горните и долните ролери: прилагодување на лифтот на турбината
-
|
|
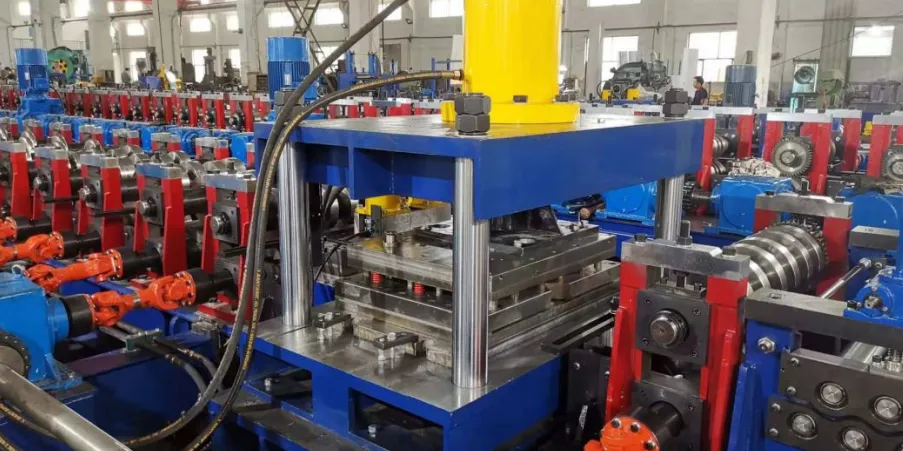
Хидрауличен систем за удирање
1. Структура на механизмот за удирање: хидраулично удирање со четири колони (челичната плоча на рамката за удирање се кале по заварувањето)
2. Матрица за удирање: 1 пар
3. Материјал на горната и долната матрица на матрицата за удирање: SKD11 (HRC58-62)
4. Материјал на горните и долните шаблони: висококвалитетен јаглероден челик по гаснење и калење, обработка со супер завршна обработка
|
 |
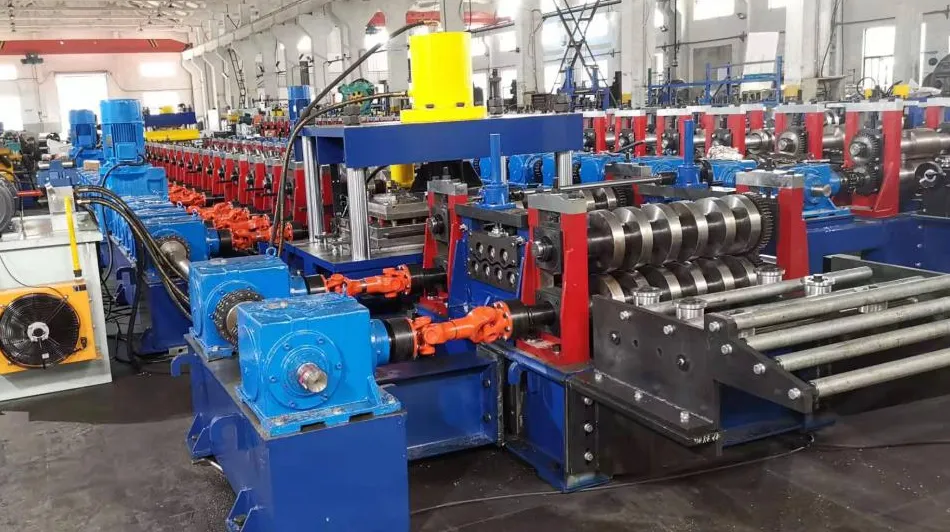 |
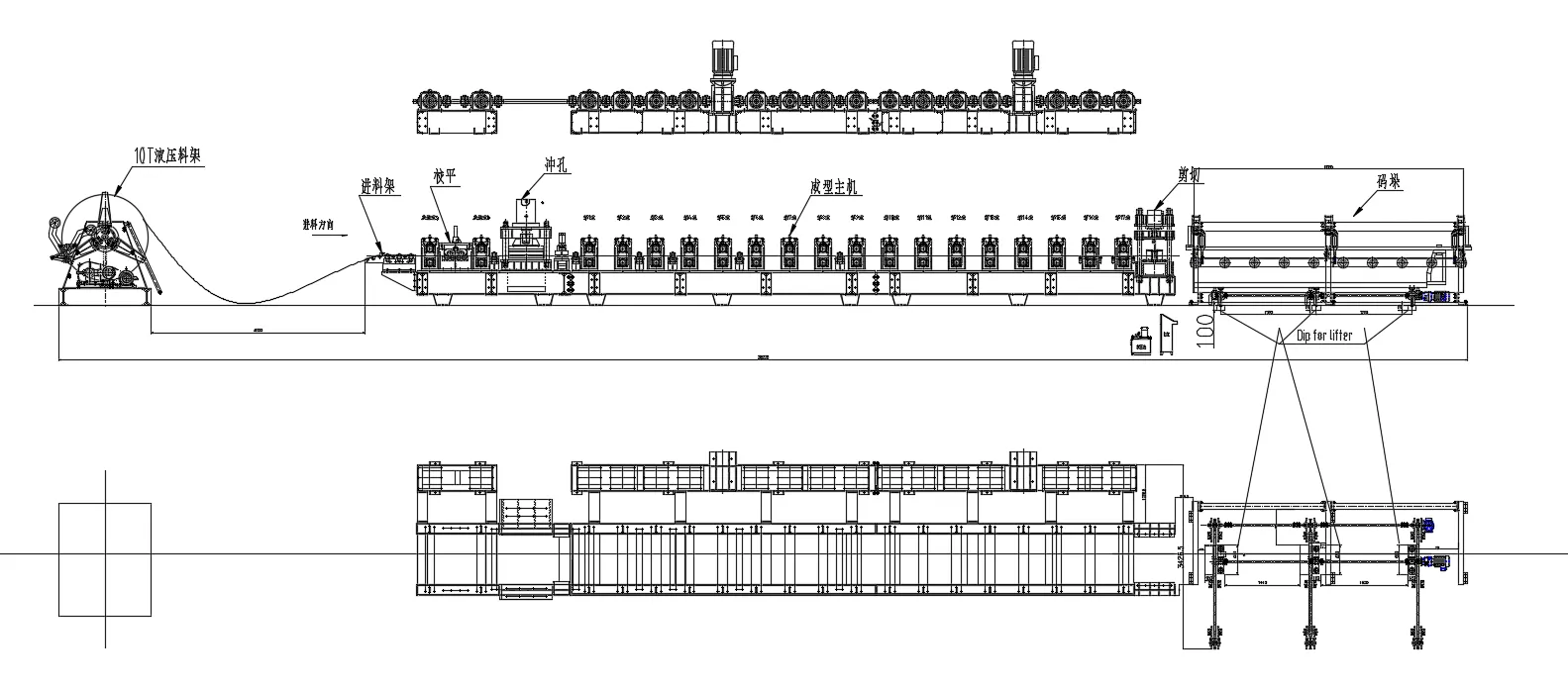
Машина за формирање ролна
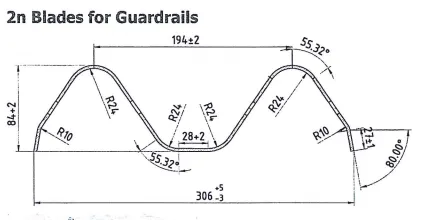
- Материјал за совпаѓање: според цртежот
- Опсег на дебелина на материјалот: 3 мм
- Моќност на главниот мотор: 30 kw
- Брзина на формирање: 0-15 m/min (вклучете го удирањето)
- 5. Количина на штандови: околу 12
6.Материјал за формирање ролери: Gcr15
- Материјал и дијаметар на вратило: 80 мм,
материјал: 40Cr третман на гаснење и калење (HB220-260)
8.Толеранција: 3м+-1,5мм
9.Систем за контрола: PLC
- 10. Напон: 220V/ 3фазен/ 60 Hz
- 11. Метод на термичка обработка со ролна: третман со гаснење (HRC58-62)
- 12. Метод на обработка на ролна мувла: обработка на струг со ЦПУ
13. Формирање машина структура: леано железо archway менувач менувач
14.Модел на менувач: менувачка кутија од типот GY230
|
|
Хидраулично сечење
1.Метод на сечење: хидраулично сечење по формирањето
2. Материјал на сечилото за стрижење: третман за гаснење Cr12mov (HRC58-62)
- 3. Моќност на хидраулична станица: 22KW
4. Структура на хидраулична станица: две кола
- 5.Пумпа за масло за хидраулична станица: пумпа со клип
6. Електромагнетниот вентил: Beijing Huade (безбедносен напон 24V)
7.Метод на ладење на хидрауличниот систем: воздушно ладење
|
 |
 |
- Автоматски сложувач
-
1.Должина на сложувач: 4,3 метри
2.Главната структура на сложувачот: заварување со квадратна цевка, со лизгање со валјак
3. Моќност на моторот за подигнување: 3KW
4.Траверс мотор: 1,5KW
5.Замавнување на цилиндарот, бришење
6. Електричен систем за контрола: главните електрични компоненти прифаќаат добро познати брендови
|
- Контролен систем
-
1. Инвертер: Yaskawa (Јапонија)
2. Компјутерот прифаќа PLC контрола: Panasonic
3.Операција на компјутерски панел: MCGS
- Кодер: учење
5.Напон: 220V/ 3фазен/ 60 Hz
6.Други електрични компоненти: сите користат домашни познати брендови
|
 |