






I.Përmbledhje
Mulliri është i destinuar për prodhimin e tubit të rrumbullakët Φ20mm-Φ76mm me trashësi 0,9mm-3,0mm nga shiriti spirale të mbështjellë me mbështjellje të ftohtë dhe të mbështjellë me mbështjellje të nxehtë me anë të boshllëkut tubular të pambyllur me saldimin e tij të mëvonshëm në tub, ngrohjen e skajeve me anë të një makinerie saldimi me frekuencë të lartë në gjendje të ngurtë, saldator me mbështjellës të gjatë. ftohja, përmasat ose formësimi i mëtejshëm dhe prerja në rrjedhë e tubit të pafund në gjatësi të matura.
Produkti i përfunduar do të jetë me tub të rrumbullakët, katror ose drejtkëndor.
Procesi i prodhimit parashikon përdorimin e shiritit të mbështjellë paraprerjes në madhësitë e kërkuara të gjerësisë në makinën prerëse.
II. Rrjedha teknike e linjës së prodhimit
{Steel Tape}→→ Un-mbështjellës me dy koka →→ Prerës dhe saldator me koka →→Akumulator spirale →→Seksioni formues (Njësi rrafshuese + Njësia kryesore lëvizëse + Njësia formuese + Njësia udhëzuese + Njësia e saldimit me induksion me frekuencë të lartë + rul shtrydhës) + Njësia e heqjes së gropëzës → njësia e gërryerjes → ftohjeje kompjuter-kontroll →→ Tabela e mbaruar
III. Kushtet themelore:
- a) Specifikimi i tubave të çelikut
- Diametri i tubit të rrumbullakët: Φ20–Φ76 mm
Trashësia e tubit: 0,9-3,0 mm
- Tub katror: 15X15mm –60X60mm
Tub drejtkëndësh: 10X20mm –40X80mm
Trashësia e tubit: 0,9– 3,0 mm
3.Gjatësia e tubit: 6.0m±3mm
b) Specifikimi i shiritit të çelikut
1. Materiali: Çeliku me karbon të ulët (δb≤500Mpa, δs≤275Mpa)
- Shirit çeliku:
Diametri i brendshëm: Φ480-Φ550mm
Diametri i jashtëm: Φmax=1600mm
Gjerësia e shiritit të çelikut: 60mm-240mm
Trashësia e shiritit të çelikut: 0,9– 3,0 mm
Pesha maksimale: 3.0 ton
- c) Elektrikekjo
- Fuqia dinamike: AC380V±10%, 3faza, 50Hz±1.0%
- Fuqia e kontrollit: AC220V±10%, njëfazore, 50 Hz±1.0%
- d) Elektrike kapaciteti i instaluar:500 KW
- e) Cujë për vajosje
- Rezervuari për pajisje me frekuencë të lartë: 30 m³, një grup
- Rezervuari për qarkullimin e ujit ftohës: 30 m³, një grup
- f) Cajër i ngjeshur
- Presioni: 0.4Mpa
- Rrjedha: 1.0 m3/h
- g) Kapaciteti prodhues
Prodhimi vjetor: 20,000 ton, sipas ditëve të punës vjetore, orëve ditore të punës dhe produkteve.
h) Linja shpejtësia: 20-100 m/min
- i) Drejtimi i të ushqyerit: Nga e djathta në të majtë
- Përbërja e pajisjeve dhe parametrat kryesorë të njësisë së vetme:
- Hidraulike pa mbështjellëse me dy koka
1.1. Brifing: Lloji rrotullues për të ndryshuar lehtësisht bobinat, me frenim pneumatik
1.2. Parametrat:
- Gjerësia e bobinës: max.240mm
- Bobina OD: max. Ø1600 mm
- Bobina ID: Ø 480- Ø 550mm
- Pesha e spirales: max. 3.0 ton
1.3. Zgjerimi i mandrelit me hidraulik
1.4. Rrotullimi i pozicionit të mandrelit duhet të jetë manual
1.5. Frena pneumatike

2.Makinë për saldim me prerje dhe prapanicë
2.1 Makina e parametrave të prerjes:
- Prerje me Pneumatik
- Gjerësia: ≤240 mm
- Trashësia: ≤4.0mm
2.2 Makinë saldimi me prapanicë me manual
- Makinë saldimi TIG TIG

- 3.Lak i kafazit
Akumulatori i lakut të kundërt është i instaluar midis prerësit dhe saldatorit dhe linjës së formimit, qëllimi i tij është të japë kohë të mjaftueshme për të ushqyer bobinën e re nga çmbështjellësi në prerje dhe saldator për të prerë dhe bashkuar fundin e bobinës së re me fundin e bishtit të spirales së mëparshme.
|
Shpejtësia e hyrjes (mbushjes). |
180 m/min |
|
Shpejtësia e daljes (Linja). |
Maksimumi 100m/min, funksionim i vazhdueshëm |
|
Kapaciteti i ruajtjes |
400-800 metra |

- 4. Seksioni i formimit dhe përmasave
4.1 Mulliri formues
4.1.1 Rrafshues i hyrjes së mullirit nga rrotulla lart horizontale dhe rrotulla poshtë horizontale, një rrafshues pozitiv me shtatë rrotullime, një palë role vertikale ushqyese.
4.1.2 Mulliri formues përbëhet nga:
- Qëndrim i drejtuar: 7 grupe (Horizontal)
- Boshti i stendës së shtyrë: Φ80 mm
- Materiali i boshtit: 42CrMo
- Mbështetje me rrotulla anësore: 8 grupe (Vertikale)
- Boshti i stendës së rrotullës anësore: Φ45 mm
- Materiali i boshtit: 40Cr
- Kuti ingranazhesh dhe bashkim universal: 7 komplete
- Materiali i kutisë së marsheve: çeliku i derdhur
- Materiali i ingranazheve të pjerrëta: 20CrMnTi
- Motori kryesor : 75kW Modeli: Z4-225-11 1 set
- Redaktori kryesor: ZLY224 1 set
4.2 Mulliri i përmasave
4.2.1 Mulliri i përmasave përbëhet nga:
- Qëndrim i drejtuar: 5 grupe (Horizontal)
- Boshti i stendës së shtyrë: Φ80 mm
- Materiali i boshtit: 42CrMo
- Mbështetje me rrotulla anësore: 5 grupe (Vertikale)
- Boshti i stendës së rrotullës anësore: Φ45 mm
- Materiali i boshtit: 40Cr
- Kuti ingranazhesh dhe bashkim universal: 5 komplete
- Materiali i kutisë së marsheve: çeliku i derdhur
- Materiali i ingranazheve të pjerrëta: 20CrMnTi
- Koka turke: me 4 rrotulla*2 komplete
- Një rul testimi i shpejtësisë për sharrë fluturuese CNC
- Motori kryesor : 75kW Modeli: Z4-225-11 1 set
- Redaktori kryesor: ZLY224 1 set

5.Seksioni i saldimit
5.1 Seksioni i saldimit përbëhet nga:
- Njësia udhëzuese e shtresave: 1 grup
- Mbështetja e shtrydhjes: 2 rula (diametri: Φ45 mm)
- Korniza e heqjes së gurëve: 1 grup (2 koka)
- Njësia horizontale për hekurosjen e tegelave: 2 rul
5.2 Seksioni i ftohjes
- Furra ftohëse: 1 set
- Gjatësia e lugut të ftohjes: 3.0 m
5.3 Saldator me frekuencë të lartë në gjendje të ngurtë (GGP250KW)
GGp200KW
- Fuqia nominale: 250 kW
- Fuqia e vlerësuar DC: Pd=300kW
- Tensioni nominal DC: UdN=450V
- Rryma e vlerësuar DC: IdN=670A
- E gjithë efikasiteti: η≥85%
- Fuqia dalëse: Pout>250 kW
- Frekuenca e projektuar: f=300~350kHz
- Inverter MOSFET: 60kW×5
- Mënyra e daljes së qarkut të rezervuarit: pa dalje të transformatorit të saldimit, rezonancë dytësore
- Me sistem ftohjeje me ujë për saldator

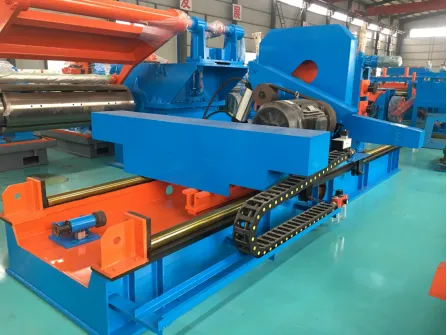
6. Sharrë me fërkim fluturues CNC
6.1 Prerja fluturuese, seksioni mekanik përbëhet nga:
- Disku i sharrës: OD600mm×ID80mm×4.0mm
- Lëvizja e sharrës: Pneumatike
- Kapëse tubash: Pneumatike
- Udhëtimi i karrocës së sharrës: Raft dhe pinion me llaç ingranazhi
- Motor për udhëtim: DC 15KW
- Motor për sharrim: AC 22KW
- Toleranca në gjatësi: 0-6mm
- 7.Tabela e mbaruar
7.1 Sistemi i mbarimit përbëhet nga:
- Transportues me rul 15 metra (përfshirë kutinë e paketimit) 15 m;
- E kthyer në mënyrë pneumatike;
Shtyhet në mënyrë pneumatike;

8.EelektrikeSistemi i kontrollit
8.1 Akumulator spirale
- Shofer AC,
8.2 DC dhe kontroll i dyfishtë për formimin dhe madhësinë e mullirit.
- Shofer DC,
- Kontrolli kryesor i panelit të makinës DC (instrumenti etj.)
- Paneli i funksionimit të mullirit (rregullimi i shpejtësisë, kontrolli etj).
8.3 Sistemi i kontrollit të ndërprerjes së fluturimit
- Karrocë sharre me motor DC 15KW
- Paneli i funksionimit LCD
(gjatësia dhe vendosja e grupit, instrumenti i kontrollit etj).
9.Rulat
9.1 Formimi dhe përmasimi i materialit të rulit
- Materiali: Cr12
- Fortësia: 60 HRC +/-2
9.2 Materiali i rrotullave të saldimit
- Materiali: H13
- Fortësia: 50 HRC +/-3







