





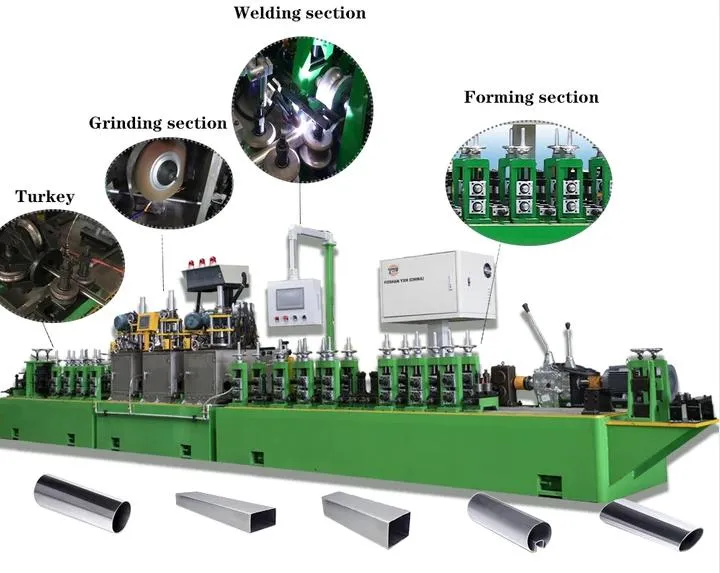
Produktionsteknologi proces:
Flowchat:vHvHvHvvvHvHvH SQSQ MvMvM HvHvHvHvTZTZv
Bemærkninger: V repræsenterer vandret støtte, H repræsenterer lodret støtte,
M repræsenterer slibesæde, TZ repræsenterer Türkiye hoved
Oprulning→afvikling→Guiding→Runformning→Finformning→ svejsning→Findimensionering→Retning→skæring→Tubefald
Sammensatte enheder for hver linje:
|
1.Decoiler |
1 sæt |
|
2.Fremføring og rulledannende dele:vHvHvHvvHvHvHvH |
|
|
A.Fødningsstyrehjul |
1 sæt |
|
B. Danner vandret rullesæde |
6 sæt |
|
C. Danner lodret rullesæde |
7 sæt |
|
D.Transmissionssystem (drivmotor + gearkasse + turbine gearkasse + transmissionsaksel) |
1 sæt |
|
E. Kølesystem (vandrør+sprayrør) (kundeleveret cirkulerende vandtank vandpumpe) |
1 sæt |
|
F. Platform til placering af elskab |
1 sæt |
|
G. Kassebund |
1 sæt |
|
3.Svejsedel:vvH |
|
|
A. Lodret svejsesæde |
2 sæt |
|
B.Svejsevandret rullesæde |
1 sæt |
|
C. Svejsepistolbeslag |
1 sæt |
|
D. Platform til placering af svejsemaskine |
1 sæt |
|
E. Kassebund |
1 sæt |
|
F. Svejsemaskine |
1 sæt |
|
4.Poleringssektion: MvMvM |
|
|
A. Polerhoved |
3 sæt |
|
B. Lodret rullesæde |
2 sæt |
|
C. Kølesystem (vandrør+sprayrør) (kundeleveret cirkulerende vandtank vandpumpe) |
1 sæt |
|
5.Præcisionsstørrelsessektion + opretningssektion: HvHvHvH TZ1 TZ12v |
|
|
A. Præcisionsstørrelse vandret arm |
4 sæt |
|
B. Præcisionsdimensionering af lodret rullesæde |
3 sæt |
|
C. Transmissionssystem (drivmotor + gearkasse + turbine gearkasse + transmissionsaksel) |
1 sæt |
|
D. Kølesystem (vandrør+sprayrør) (brugerfremstillet vandtankpumpe) |
1 sæt
|
|
E. Kassebund |
1 sæt |
|
F. Opretningsramme |
2 sæt |
|
6.325 type lodret savklinge skærebord |
1 sæt |
|
7.Aflæsningsstativ |
1 sæt |
|
8.Elektrisk kontrolsystem (mekanisk) |
1 sæt |
|
9.Tilfældigt tilbehør: afstandsstykke, fodskrue, shim, vandhane osv |
1 sæt |
Hovedparameter:
|
Materialestandarder for rørfremstilling: |
rustfrit stål |
|
Rørspecifikation: |
Rør: Ф16mm, Ф32mm, Ф50mm |
|
Rørtykkelse: |
1 mm |
|
Formningshastighed: |
0m—10m/min |
|
Materiale begrænsninger: |
A:ID:Ф450-520mm |
|
B:OD:Ф1800mm maks |
|
|
C Bredde: max 160 mm |
|
|
D: vægt: 1800 kg maks |
|
|
Rørlængde: |
6m |
|
Ydre diameter tolerance: |
±0,1 mm |
|
længde tolerance: |
6000mm±2mm |
|
Udvendig svejsesøm: |
Polsk glat |
|
indvendig svejsning |
Ikke håndteret |
|
Hovedspænding af produktionslinjen: |
380V±5%V/3 50HZ±3%HZ |
|
Styrespænding af produktionslinje: |
220V±5%V/2 50HZ±3%HZ |
|
driftsretning: |
Fastlægges og bekræftes i kontrakten |
|
Farve |
Fastlægges og bekræftes i kontrakten |
Detaljerede konfigurationsinstruktioner:
1.Enhed base

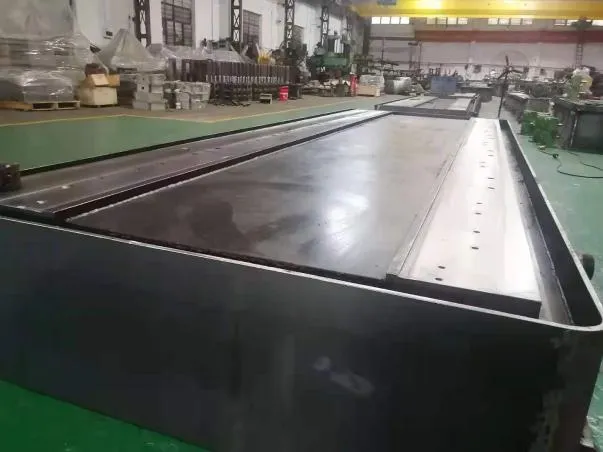
1.1.Struktur: Hovedchassispanelet har en langsgående fliseformet struktur, som undgår den bløde tilstand af store flade paneler og øger styrken for at forhindre deformation. Stål sikrer enhedsfundamentets høje styrke og forhindrer deformation i de senere brugsstadier. Forbedre enhedens langsigtede nøjagtighed. Transmissionsmaskinebasen og hovedmaskinbasen er af en separat struktur.
1.2.Materiale: Bundpanel stålplade: 25 mm, sidepanel: 10 mm, indvendig foring forstærkningsplade: 8 mm.
2. Decoiler

3.Rulleformningsmaskine

4.Svejsning TIG-650A
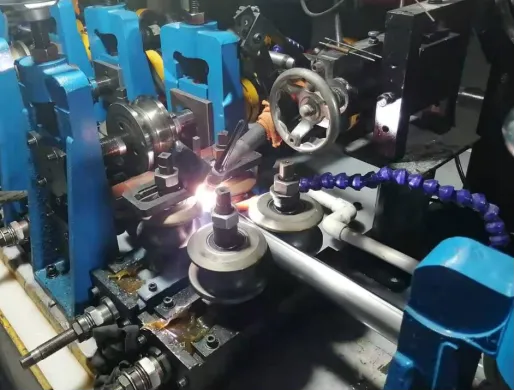
5.Slibning af udvendige svejsninger

6. Præcision dimensionering og opretning

7. Automatisk skæreenhed

8. Aflæsningsstativ

9.Elektronisk kontrolsystem

10.Ruller
 |
10.1. Materiale: cr12mov 10.2. Fremstillingsproces: raffineret stangmateriale - blanking - groft drejning - CNC-bearbejdning - vakuum bratkøling - trådskæring - sekundært efterbehandlingshul - inspektion - mærkning - pakning Hårdhed: HRC60°~ 63°. Formen indeholder ikke lejer |






