





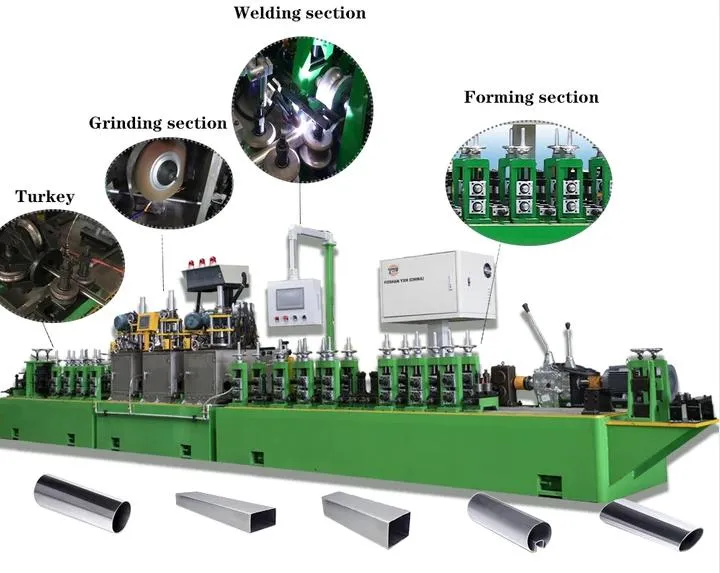
Procesul tehnologiei de producție:
Chat de flux: vHvHvHvvvHvHvH SQSQ MvMvM HvHvHvHvTZTZv
Observații: V reprezintă suport orizontal, H reprezintă sprijin vertical,
M reprezintă scaunul de șlefuire, TZ reprezintă capul Türkiye
Bobinare → derulare → Ghidare → Formare brută → Formare fină → Sudare → Dimensiune fină → Îndreptare → Tăiere → Cădere tub
Dispozitive compuse pentru fiecare linie:
|
1.Derulator |
1 seturi |
|
2.Piese de alimentare și de rulare:vHvHvHvvHvHvHvH |
|
|
A.Roata de ghidare de alimentare |
1 seturi |
|
B.Formarea scaunului de role orizontal |
6 seturi |
|
C.Formarea scaunului cu role verticală |
7 seturi |
|
D.Sistem de transmisie (motor de antrenare + cutie de viteze + cutie de viteze cu turbină + arbore de transmisie) |
1 set |
|
E. Sistem de răcire (conductă de apă+conductă de pulverizare) (pompa de apă pentru rezervorul de apă de circulație furnizată de client) |
1 set |
|
F. Platformă de amplasare a dulapului electric |
1 set |
|
G. Baza cutie |
1 set |
|
3.Piesa de sudare:vvH |
|
|
A.Sudare scaun cu role verticală |
2 seturi |
|
B.Sudarea scaunului rolei orizontale |
1 set |
|
C. Suport pistol de sudură |
1 set |
|
D. Platforma de amplasare a aparatului de sudura |
1 set |
|
E. Baza cutie |
1 set |
|
F. Aparat de sudura |
1 set |
|
4.Sectiunea de lustruire: MvMvM |
|
|
A. Cap de lustruit |
3 seturi |
|
B. Scaun cu role vertical |
2 seturi |
|
C. Sistem de răcire (conductă de apă + conductă de pulverizare) (pompa de apă din rezervorul de apă circulant furnizată de client) |
1 set |
|
5.Secțiune de dimensionare de precizie + secțiune de îndreptare: HvHvHvH TZ1 TZ12v |
|
|
A. Braț orizontal cu dimensiuni precise |
4 seturi |
|
B. Scaun cu role vertical cu dimensiuni precise |
3 seturi |
|
C.Sistem de transmisie (motor de antrenare + cutie de viteze + cutie de viteze cu turbină + arbore de transmisie) |
1 set |
|
D. Sistem de răcire (conductă de apă+conductă de pulverizare) (pompa rezervorului de apă realizată de utilizator) |
1 set
|
|
E. Baza cutie |
1 set |
|
F. Cadru de îndreptare |
2 seturi |
|
6.Masa de taiere cu lama de fierastrau vertical tip 325 |
1 set |
|
7.Raft de descărcare |
1 set |
|
8.Sistem de control electric (mecanic) |
1 set |
|
9.Accesorii aleatorii: distanțier, șurub de picior, lame, robinet etc |
1 set |
Parametrul principal:
|
Standarde de materiale pentru fabricarea țevilor: |
oţel inoxidabil |
|
Specificația țevii: |
Conductă: Ф16mm, Ф32mm, Ф50mm |
|
Grosimea țevii: |
1 mm |
|
Viteza de formare: |
0m—10m/min |
|
Limitări materiale: |
A: ID: Ф450-520mm |
|
B:OD:Ф1800mm max |
|
|
C Latime: max 160 mm |
|
|
D: greutate: 1800 kg max |
|
|
Lungimea conductei: |
6m |
|
Toleranța diametrului exterior: |
±0,1 mm |
|
toleranta de lungime: |
6000mm±2mm |
|
Cusătură exterioară de sudură: |
Poloneză netedă |
|
sudura interioara |
Nu este manipulat |
|
Tensiunea principală a liniei de producție: |
380V±5%V/3 50HZ±3%HZ |
|
Tensiunea de control a liniei de producție: |
220V±5%V/2 50HZ±3%HZ |
|
direcția de funcționare: |
Urmează a fi determinat și confirmat în contract |
|
Culoare |
Urmează a fi determinat și confirmat în contract |
Instrucțiuni detaliate de configurare:
1. Baza unității

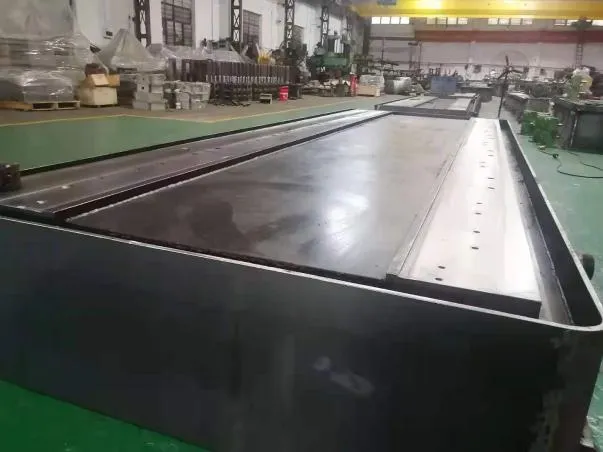
1.1.Structură: Panoul principal al șasiului are o structură longitudinală în formă de țiglă, care evită starea moale a panourilor mari plate și crește rezistența pentru a preveni deformarea. Oțelul asigură rezistența ridicată a fundației unității și previne deformarea în etapele ulterioare de utilizare. Îmbunătățiți precizia pe termen lung a unității. Baza mașinii de transmisie și baza mașinii principale au o structură separată.
1.2.Material: Placă de oțel al panoului de bază: 25 mm, panou lateral: 10 mm, placă de armare a căptușelii interioare: 8 mm.
2. Derulator

3.Mașină de formare

4.Sudare TIG-650A
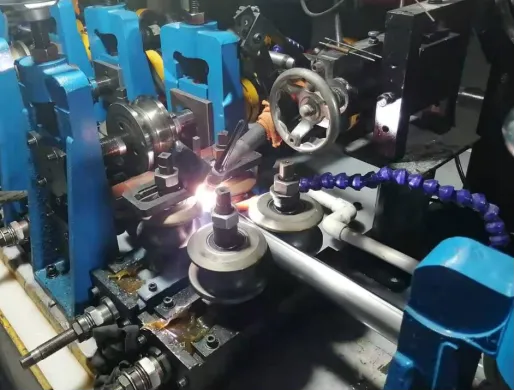
5.Slefuirea sudurilor exterioare

6. Dimensionare și îndreptare de precizie

7.Unitate de tăiere automată

8.Raft de descărcare

9.Sistem de control electronic

10.Role
 |
10.1. Material: cr12mov 10.2. Proces de fabricație: material de bară rafinat - ștanțare - strunjire brută - finisare CNC - călire în vid - canal de tăiere a sârmei - gaură de finisare secundară - inspecție - marcare - ambalare Duritate: HRC60°~ 63°. Matrița nu conține rulmenți |






